





本发明公开了一种极坐标数控熔融沉积快速成型机,其包括支撑架、横向运动装置、回转装置、提升装置、横向调节装置及挤出喷头。还公开了该极坐标数控熔融沉积快速成型机的成型方法;本发明提供的极坐标数控熔融沉积快速成型机的结构设计巧妙、合理,采用极坐标方式进行加工,并配合有回转装置实现回转运动,有效保持在直线、曲线运动中进给速度的均匀,达到挤出材料在沉积过程中连贯性,成型速度快、效果好;而且整体结构紧凑,操作方便,工作稳定性高;本发明提供的成型方法的工序简洁,易于实现



极坐标数控熔融沉积快速成型机及其成型方法
技术领域
本发明涉及沉积成型技术领域,具体涉及一种极坐标数控熔融沉积快速成型机及其成型方法。
背景技术
快速成型(RP)技术是九十年代发展起来的一项先进制造技术,是为制造业企业新产品开发服务的一项关键共性技术,对促进企业产品创新、缩短新产品开发周期、提高产品竞争力有积极的推动作用。自该技术问世以来,已经在发达国家的制造业中得到了广泛应用,并由此产生一个新兴的技术领域。
RP技术是在现代CAD/CAM技术、激光技术、计算机数控技术、精密伺服驱动技术以及新材料技术的基础上集成发展起来的。不同种类的快速成型系统因所用成形材料不同,成形原理和系统特点也各有不同。但是,其基本原理都是一样的,那就是″分层制造,逐层叠加″,类似于数学上的积分过程。形象地讲,快速成形系统就像是一台″立体打印机″。它可以在无需准备任何模具、刀具和工装卡具的情况下,直接接受产品设计(CAD)数据,快速制造出新产品的样件、模具或模型。因此,RP技术的推广应用可以大大缩短新产品开发周期、降低开发成本、提高开发质量。由传统的″去除法″到今天的″增长法″,由有模制造到无模制造,这就是RP技术对制造业产生的革命性意义。
然而现有的快速成型机的结构复杂,操作麻烦,而且均为采用直线坐标轴联动进给,对于平面内直线运动速度能够保持均匀,但对于曲线运动中存在联动进给中的插补问题使喷头运行速度不均匀,从而使挤出材料难以保持连贯性。
发明内容
针对上述不足,本发明的目的之一在于,提供一种结构设计巧妙、合理,操作方便,能有效保持进给速度的均匀,且成型效果好的极坐标数控熔融沉积快速成型机。
本发明的目的还在于,提供一种上述极坐标数控熔融沉积快速成型机的成型方法,该成型方法的成型工序简洁,易于实现,能快速针对不同成型模型进行熔融沉积,成型效果好,效率高。
为实现上述目的,本发明所提供的技术方案是:
一种极坐标数控熔融沉积快速成型机,其包括支撑架,其还包括横向运动装置、回转装置、提升装置、横向调节装置及挤出喷头,所述横向运动装置横向设置在所述支撑架上,所述回转装置设置在横向运动装置上,并受该横向运动装置的驱动作横向运动,所述提升装置设置在回转装置上,并受该回转装置的驱动作旋转运动,所述横向调节装置设置在提升装置上,并受该提升装置的驱动相对横向调节装置作升降运动,所述挤出喷头设置在横向调节装置上,并受该横向调节装置的驱动相对回转装置的旋转轴线作靠拢或远离运动。
作为本发明的一种改进,所述横向运动装置包括横向导轨、横向滑块、横向驱动电机、横向同步带和横向同步轮,所述横向导轨横向设置在所述支撑架的顶部,所述横向同步带对应横向导轨的一端位置设置所述支撑架上,所述横向驱动电机对应横向导轨的另一端位置设置所述支撑架上,该横向驱动电机的驱动轴上设有主动带轮,该主动带轮通过所述的横向同步带与横向同步轮相连接,所述横向滑块活动设置在横向导轨上,且与所述横向同步带相连接。
作为本发明的一种改进,所述回转装置包括旋转电机、固定板、连接转轴、轴承座、法兰盘、齿形带、齿形主动带轮和齿形从动带轮,所述轴承座设置在所述固定板的一侧,所述连接转轴的上端通过轴承组件设置在所述轴承座上,下端贯穿所述固定板,且设有所述的齿形从动带轮,所述旋转电机设置在所述固定板的另一侧,且该旋转电机的驱动轴贯穿所述固定板,且设有所述齿形主动带轮,该齿形主动带轮通过所述的齿形带与齿形从动带轮相连接,所述法兰盘固定设置在轴承座上端,所述横向滑块固定设置在该法兰盘上。
作为本发明的一种改进,所述连接转轴的上端上按从上到下的顺序依次设有第一台阶和第二台阶,其中第一台阶通过圆锥滚子轴承与所述轴承座相适配,第二台阶通过推力球轴承与所述轴承座相适配。
作为本发明的一种改进,所述提升装置包括提升电机、导轨轴、提升丝杆、横向固定架、上旋转板和下旋转板,所述上旋转板与所述连接转轴的下端相连接,所述下旋转板通过导轨轴间隔水平设置在上旋转板的正下方位置,所述提升电机设置在所述下旋转板的底面,且该提升电机的驱动轴贯穿该下旋转板,且与所述提升丝杆的下端相连接,该提升丝杆的上端垂直向上延伸,并通过一轴孔活动设置在所述上旋转板上,所述横向固定架活动设置在导轨轴上,且通过丝杆座与所述提升丝杆相连接。
作为本发明的一种改进,所述横向调节装置包括两组对称设置在所述横向固定架上的横向移动组,该横向移动组包括调节电机、横向运动架、横向丝杆及与该横向丝杆相适配的横向丝杆座,所述横向运动架通过滑轨活动设置在横向固定架上,所述横向丝杆座设置在该横向运动架上,所述调节电机固定设置在所述横向固定架上,所述横向丝杆一端与该调节电机的驱动轴相连接,另一端旋入所述横向丝杆座。
作为本发明的一种改进,所述挤出喷头的一端通过固定座设置在所述横向运动架的下端,另一端水平延伸一定距离后,然后倾斜向下延伸。
一种上述的极坐标数控熔融沉积快速成型机的成型方法,其包括以下步骤:
(1)通过横向运动装置和提升装置的进给,使挤出喷头快速到达预定的位置;
(2)挤出喷头将丝状的热塑性材料加热溶化并挤出;
(3)通过横向运动装置、回转装置和横向调节装置的相互配合工作,使挤出喷头在工作台面上按照预先设定的轨迹路线移动,实现挤出成型;
(4)当一层堆积完成之后,提升装置按预先设定的增量层厚度将挤出喷头向上提升一个层的厚度,然后重复步骤(3),实现沿着预先设定的轨迹路线进行堆积;
(5)重复步骤(4),直至所需堆积的层数,完成整个熔融沉积过程。
作为本发明的一种改进,所述丝状的热塑性材料的直径为1.5~2.5mm。
作为本发明的一种改进,所述挤出喷头的喷嘴直径为0.2~1.2mm。
本发明的有益效果为:本发明提供的极坐标数控熔融沉积快速成型机的结构设计巧妙、合理,采用极坐标方式进行加工,并配合有回转装置实现回转运动,有效保持在直线、曲线运动中进给速度的均匀,达到挤出材料在沉积过程中连贯性,成型速度快、效果好;而且整体结构紧凑,操作方便,工作稳定性高;本发明提供的成型方法的工序简洁,易于实现,能快速针对不同成型模型进行熔融沉积,不仅缩短了整个成型周期,还有效保证模型成型的质量,成型效果好,效率高,利于广泛推广应用。
下面结合附图与实施例,对本发明进一步说明。
附图说明
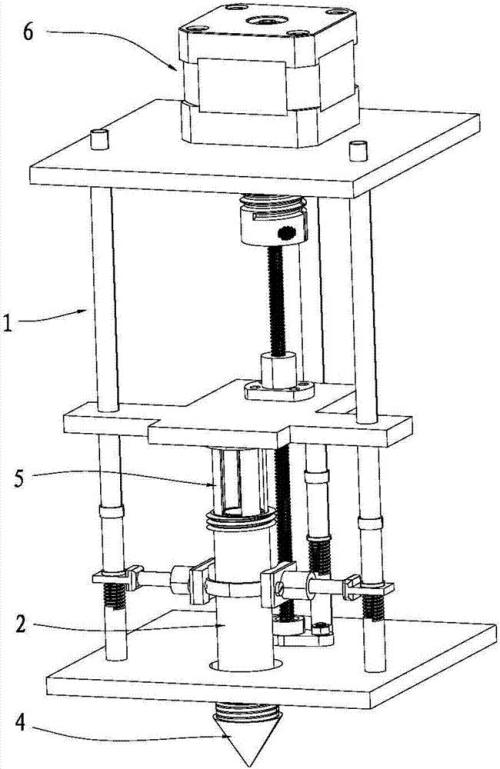
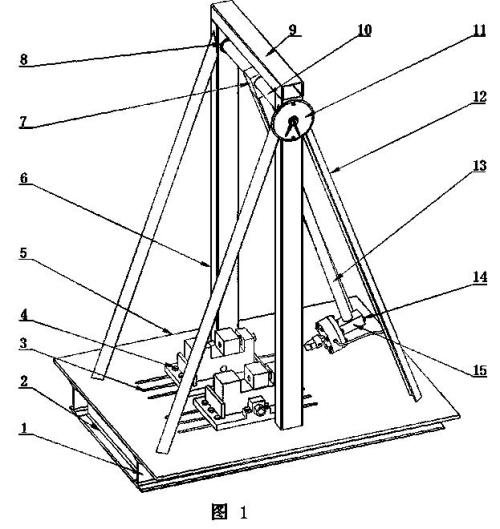
图1是本发明的立体结构示意图。
图2是图1中横向运动装置的结构示意图。
图3是图1中回转装置、提升装置和横向调节装置结构示意图。
图4是图1中回转装置的结构示意图。
图5是图1中提升装置的结构示意图。
图6是图1中横向调节装置的结构示意图。
具体实施方式
参见图1至图6,本实施例提供的一种极坐标数控熔融沉积快速成型机,其包括支撑架1、横向运动装置2、回转装置3、提升装置4、横向调节装置5及挤出喷头6,所述横向运动装置2横向设置在所述支撑架1上,所述回转装置3设置在横向运动装置2上,并受该横向运动装置2的驱动作横向运动,所述提升装置4设置在回转装置3上,并受该回转装置3的驱动作旋转运动,所述横向调节装置5设置在提升装置4上,并受该提升装置4的驱动相对横向调节装置5作升降运动,所述挤出喷头6设置在横向调节装置5上,并受该横向调节装置5的驱动相对回转装置3的旋转轴线作靠拢或远离运动。
参见图1和图2,所述横向运动装置2包括横向导轨21、横向滑块22、横向驱动电机23、横向同步带24和横向同步轮25,所述横向导轨21横向设置在所述支撑架1的顶部,所述横向同步带24对应横向导轨21的一端位置设置所述支撑架1上,所述横向驱动电机23对应横向导轨21的另一端位置设置所述支撑架1上,该横向驱动电机23的驱动轴上设有主动带轮26,该主动带轮26通过所述的横向同步带24与横向同步轮25相连接,所述横向滑块22活动设置在横向导轨21上,且与所述横向同步带24相连接。工作时,横向驱动电机23通过横向同步带24能快速带动回转装置3、提升装置4、横向调节装置5及挤出喷头6在水平方向运动,使挤出喷头6能快速到达工作的预定位置。
参见图1、图3和图4,所述回转装置3包括旋转电机31、固定板32、连接转轴33、轴承座34、法兰盘35、齿形带36、齿形主动带轮37和齿形从动带轮38,所述轴承座34设置在所述固定板32的一侧,所述连接转轴33的上端通过轴承组件设置在所述轴承座34上,下端贯穿所述固定板32,且设有所述的齿形从动带轮38,所述旋转电机31设置在所述固定板32的另一侧,且该旋转电机31的驱动轴贯穿所述固定板32,且设有所述齿形主动带轮37,该齿形主动带轮37通过所述的齿形带36与齿形从动带轮38相连接,所述法兰盘35固定设置在轴承座34上端,所述横向滑块22固定设置在该法兰盘35上,可以通过螺栓连接。回转装置3利用齿形带36的齿形与齿形主动带轮37和齿形从动带轮38相啮合传递运动和动力,它兼有带传动,齿轮传动及链传动的优点,能方便的实现较远中心距的传递。传动过程无相对滑动,平均传动比较准确,传动精度高,且齿形带36的强度高,厚度小,重量轻,故可以用于低速及高速的传动,齿形带36无需特别张紧,作用在轴上等处的载荷小,传动效率较高。同时采用齿形带36的传动机构可以将旋转电机31的驱动轴和所述连接转轴33相错开,这样传动结构更加容易设计,稳定性也较好。
优选的,所述连接转轴33的上端上按从上到下的顺序依次设有第一台阶和第二台阶,其中第一台阶通过圆锥滚子轴承39与所述轴承座34相适配,第二台阶通过推力球轴承40与所述轴承座34相适配。所述连接转轴33为阶梯轴状,与所述轴承座34之间通过推力球轴承40和圆锥滚子轴承39配合装配,这样既可以保证能够承受较大的压力,又可以保证零件运转时的同轴度,使该设备运行更加平稳。
参见图1、图3和图5,所述提升装置4包括提升电机41、导轨轴42、提升丝杆43、横向固定架44、上旋转板45和下旋转板46,所述上旋转板45与所述连接转轴33的下端相连接,所述下旋转板46通过导轨轴42间隔水平设置在上旋转板45的正下方位置,所述提升电机41设置在所述下旋转板46的底面,且该提升电机41的驱动轴贯穿该下旋转板46,且与所述提升丝杆43的下端相连接,该提升丝杆43的上端垂直向上延伸,并通过一轴孔活动设置在所述上旋转板45上,所述横向固定架44活动设置在导轨轴42上,且通过丝杆座与所述提升丝杆43相连接。所述提升装置4采用丝杆结构,由下方固定的提升电机41带动提升丝杆43转动,在丝杆座与该提升丝杆43配合下,驱动横向固定架44作升降动作,从而实现固定在该横向调节装置5上的部件提升和下降的目的。
参见图1、图3和图6,所述横向调节装置5包括两组对称设置在所述横向固定架44上的横向移动组,该横向移动组包括调节电机51、横向运动架52、横向丝杆53及与该横向丝杆53相适配的横向丝杆座54,所述横向运动架52通过滑轨55活动设置在横向固定架44上,所述横向丝杆座54设置在该横向运动架52上,所述调节电机51固定设置在所述横向固定架上,所述横向丝杆53一端与该调节电机51的驱动轴相连接,另一端旋入所述横向丝杆座54。横向调节装置5为对称结构,每一个横向运动架52的下端都设有一个挤出喷头6,即该设备共有一对挤出喷头6。这样横向运动架52和挤出喷头6相对中间轴线对称,做回转运动时的重心正好在设备的中间轴线上,运行更加的平稳,摩擦较小,噪音较小。工作时,调节电机51可以通过横向丝杆53带动横向运动架52连同挤出喷头6作向外或向外运动。实现两挤出喷头6相对回转装置3的旋转轴线作靠拢或远离运动。这种结构可以适应不同成型工件的回转半径的要求,使设备的通用性更强。
所述挤出喷头6的一端通过固定座61设置在所述横向运动架52的下端,另一端水平延伸一定距离后,然后倾斜向下延伸。另外,还可以在提升装置4的输出端设有角度调整机构,以通过该角度调整机构来调节挤出喷头6的成型角度,使成型喷头保持一个很好的挤出喷射角度,提高了成型质量。
本发明提供的极坐标数控熔融沉积快速成型机的结构设计巧妙、合理,采用极坐标方式进行加工,并配合有回转装置3实现回转运动,有效保持在直线、曲线运动中进给速度的均匀,达到挤出材料在沉积过程中连贯性,成型速度快、效果好;而且整体结构紧凑,操作方便,工作稳定性高。
本发明提供的成型方法的工序简洁,易于实现,能快速针对不同成型模型进行熔融沉积,不仅缩短了整个成型周期,还有效保证模型成型的质量,成型效果好,效率高,利于广泛推广应用。
本发明极坐标数控熔融沉积快速成型机主要是利用热塑性材料的热熔性、粘结性,在计算机控制下层层堆积成形。其热塑性材料可以为非金属材料或者金属材料。
本发明极坐标数控熔融沉积快速成型机中的各个电机(如横向驱动电机23、旋转电机31、提升电机41、调节电机51)均使用线路与外置的控制终端相连,通过数控编程来控制各个电机的运行,从而实现对整个设备的控制。保护用的惰性气体瓶等装置,质量较大,可以采用外接结构设计,以方便与挤出喷头6连接。本发明极坐标数控熔融沉积快速成型机结构紧凑,采用全自动化熔融沉积成型设计,效率更高,可以采用不同种类喷头,可加工不同精度要求的成型工件,采用挤出喷头6加热丝材,可分别对金属材料或者非金属材料进行熔融沉积成型,并将采用封闭式的加工方法,将加工与后处理结合起来,使加工成型工件在特定条件下冷却;并使用温度传感器进行温度反馈,结合红外探头加热,是加工中心处于特定温度条件下,并采用惰性气体保护使工件在惰性气体的保护下防止工件被氧化。
工作时,本发明极坐标数控熔融沉积快速成型机的成型方法具体有以下步骤:
(1)通过横向运动装置2和提升装置4的进给,使挤出喷头6快速到达预定的位置;
(2)挤出喷头6将丝状的热塑性材料加热溶化并挤出;所述丝状的热塑性材料的直径为1.5~2.5mm,优选为2mm;所述挤出喷头6的喷嘴直径为0.2~1.2mm,优选为0.2~0.6mm,溶化后的材料以一定的压力从该喷嘴挤喷出来;
(3)通过横向运动装置2、回转装置3和横向调节装置5的相互配合工作,使挤出喷头6在工作台面上按照预先设定的轨迹路线移动,实现挤出成型;
(4)当一层堆积完成之后,提升装置4按预先设定的增量层厚度将挤出喷头6向上提升一个层的厚度,然后重复步骤(3),实现沿着预先设定的轨迹路线进行堆积;
(5)重复步骤(4),直至所需堆积的层数,完成整个熔融沉积过程。
根据上述说明书的揭示和教导,本发明所属领域的技术人员还能够对上述实施方式进行变更和修改。因此,本发明并不局限于上述的具体实施方式,凡是本领域技术人员在本发明的基础上所作出的任何显而易见的改进、替换或变型均属于本发明的保护范围。此外,尽管本说明书中使用了一些特定的术语,但这些术语只是为了方便说明,并不对本发明构成任何限制。如本发明上述实施例所述,采用与其相同或相似的结构而得到的其它结构成型机及成型方法,均在本发明保护范围内。
![]() 4.CN103786345B-极坐标数控熔融沉积快速成型机及其成型方法-授权.docx
4.CN103786345B-极坐标数控熔融沉积快速成型机及其成型方法-授权.docx





动态评分
0.0